
Welcome to the place where dreams are made. Well, if your dreams happen to revolve around beautifully machined aluminum billet bits for your engine that is.
This is Hypertune, and if you have an interest in modified Japanese engines, there’s a very good chance you’ve heard about the Australian company and its parts. These guys don’t just make components that are nice to look at, they put a lot of thought and engineering into ensuring modified and race engines meet their performance goals.

Hypertune is a small operation, but as soon as you step inside you quickly understand that this is very much a quality-driven company.
Mark Bissett, the brains behind it all, has assembled a team of skilled individuals that he trusts, and with some of the most advanced machinery in the world at their disposal, they’re able to create products that speak for themselves. That’s why you have to get in line if you want some of the plenums, throttle bodies and manifolds that Hypertune has become so famous for.
But let’s see how all these things are created…

It all starts with the stock of aluminum rods and billet chunks that Hypetune’s parts are sculpted from.

These are fed into one of three Mori Seiki milling centers where the magic happens. Despite the massive machines making it all look so easy, there’s a long process of engineering that goes into designing parts in CAD and then prototyping before the final program is written and the start buttons are pushed.

I’ve known of Hypertune since I saw the company’s parts fitted to cars I photographed back in 2010 during our first Speedhunters trip to Australia. Mark’s products have been used on some of the fastest cars around the world, including the 6-second Titan Motorsports (USA) 2JZ Celica that GAS Motorsport ran in Australia, and many of the builds we’ve covered at Croydon Racing Developments. The first time I saw the Hypertune name in Japan was with its big single throttle body conversion for the RB26, and then in the engine bay of Under Suzuki’s time attack S15.

During my tour of the facility, one part in particular that really impressed me were the billet end tanks that Hypertune now make for the intercoolers it supplies. It doesn’t matter what piping size you’re using, the angle required, or if you want a twin-entry setup – you just send Hypertune the specs and the guys will custom make what you need and weld them to your chosen intercooler core.
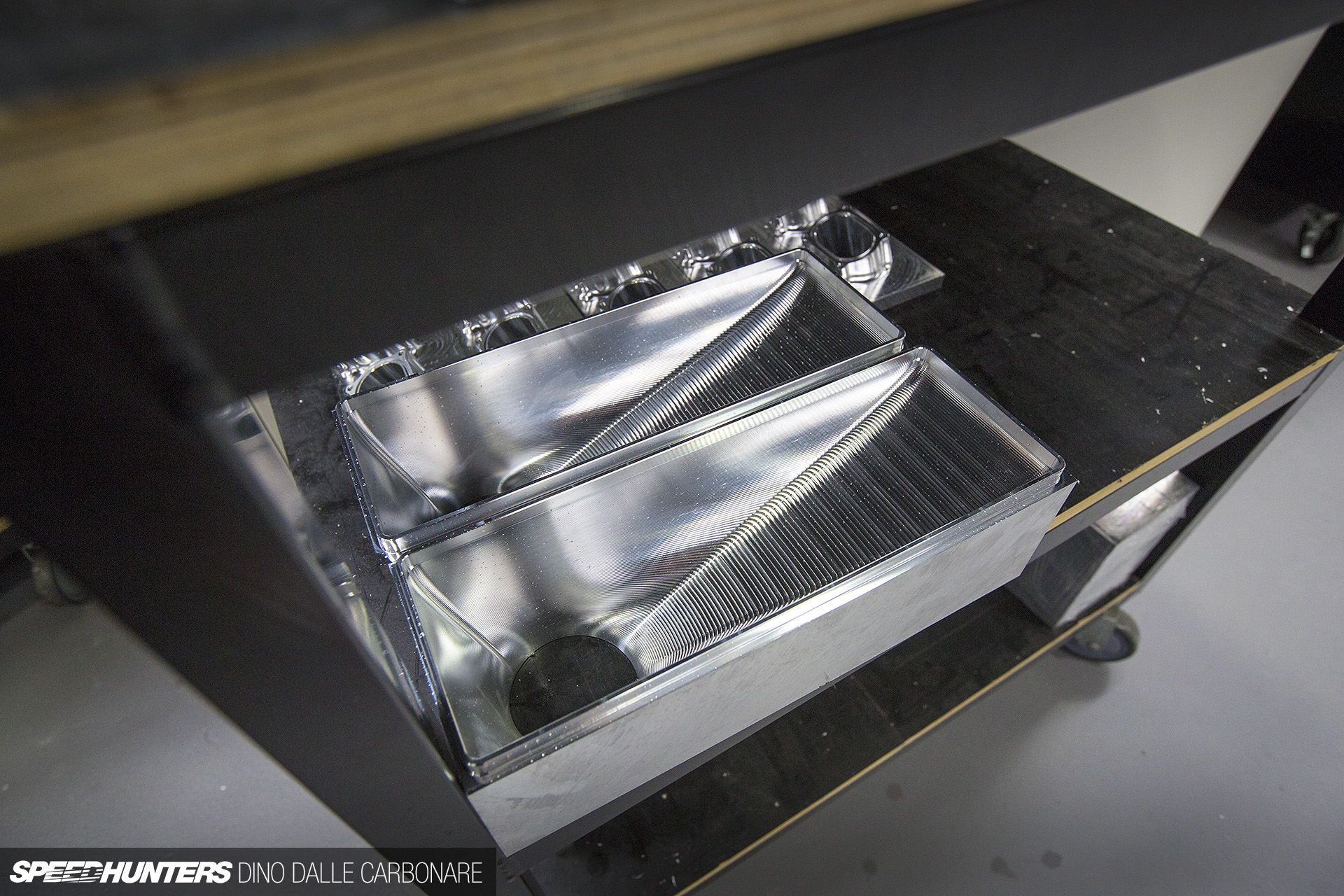
It’s all totally drool-worthy; anyone with an ounce of otakuness in them would nerd-out big time at this place.

These particular coolers aren’t using Hypertune’s billet end tanks as they are for a totally different application, but they should give you an idea of how they’re welded up to the cores.
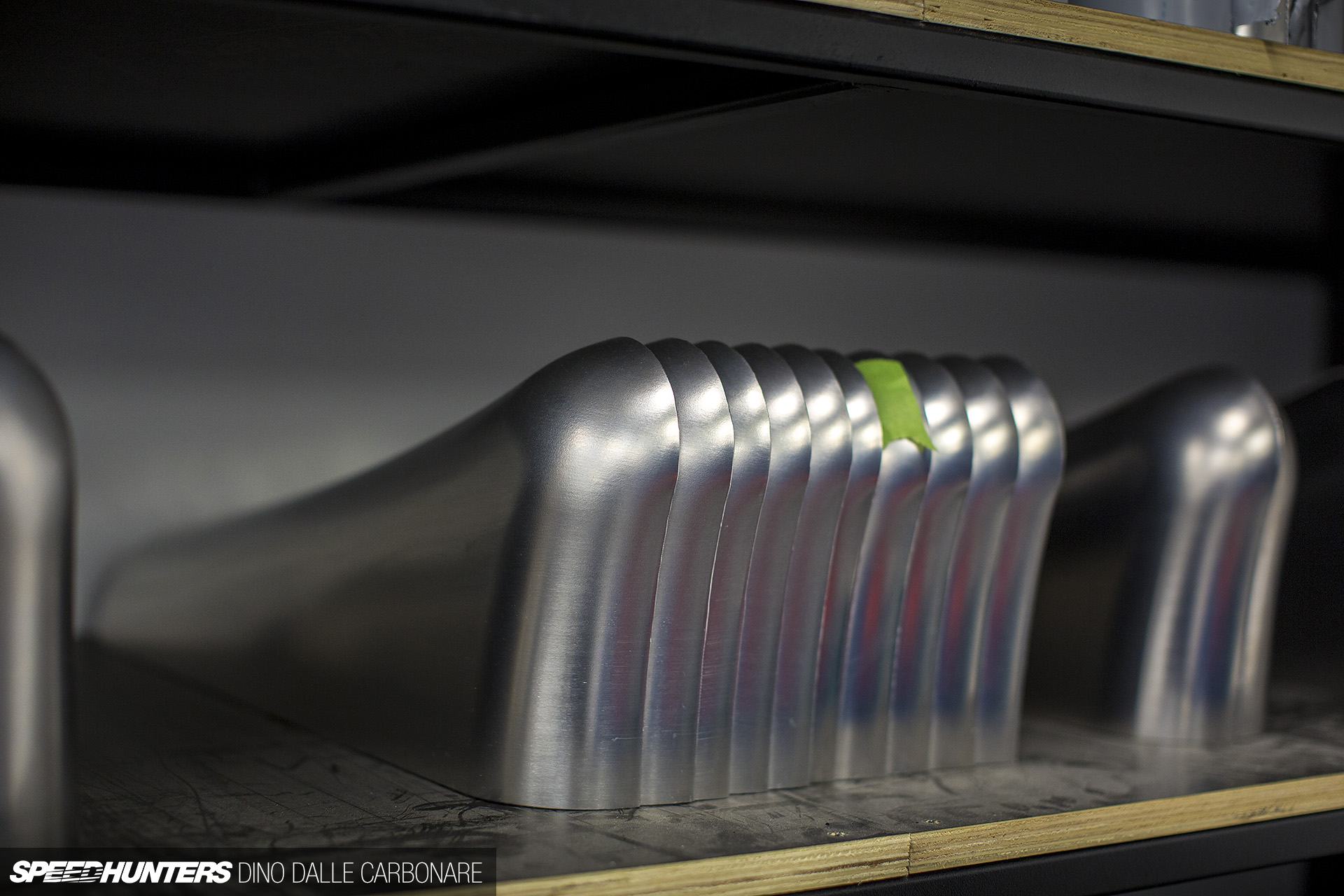
One thing that has always defined Hypertune is its intake plenums, and the video above shows the 5-axis milling center machining out 2JZ runners from a block of billet aluminum.
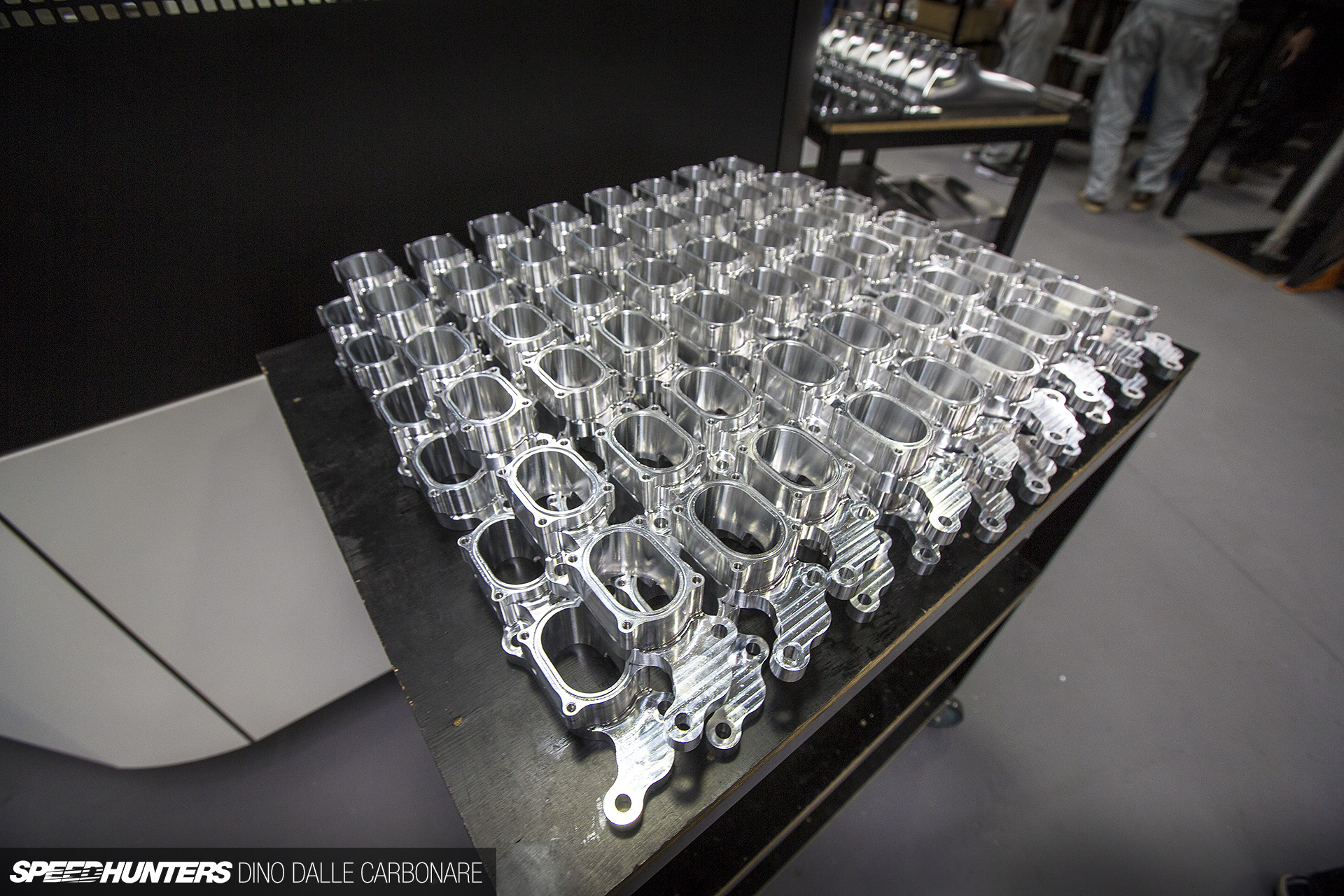
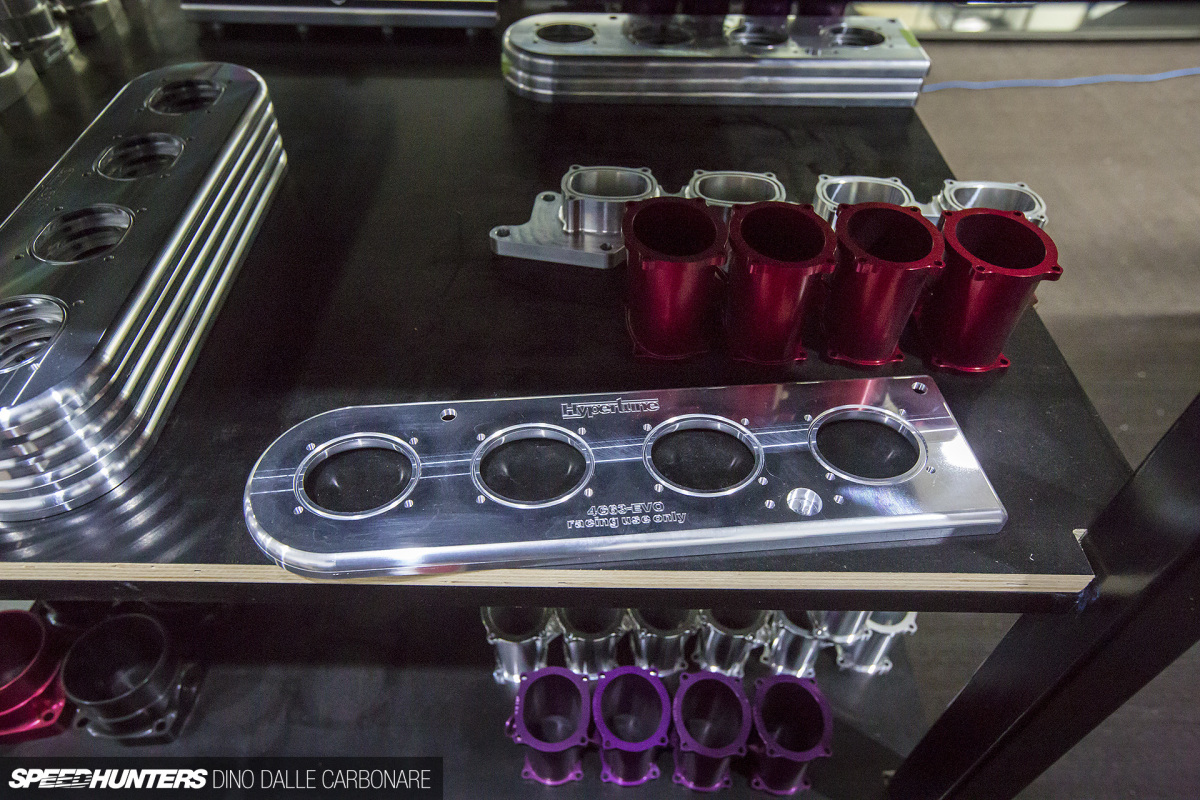
The runners eventually look something like this. I say ‘something’ because due to the flexibility in production, Hypertune can custom create any type of runner required: long ones, short ones, ones with pre-machined ports for one or two rows of injectors, nitrous – you name it. Anything is possible. And that’s before we get to the coloring and finish, but I’ll touch on that in a moment.

At the time of my visit, Mark had the NTX200 mill set up to churn out 90mm throttle bodies.
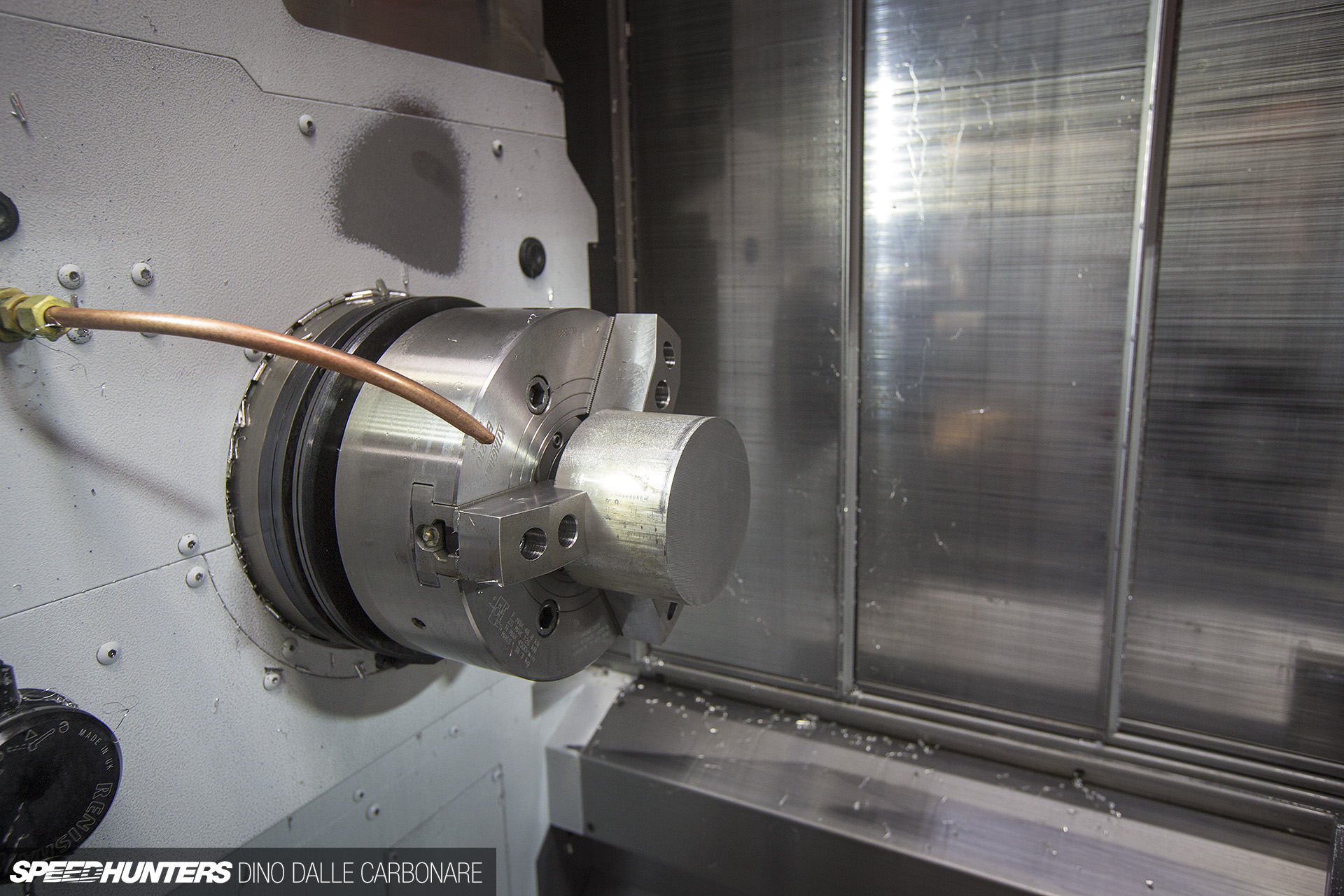
This machine has a double lathe so once the pre-cut length bar of aluminum is machined on one side…
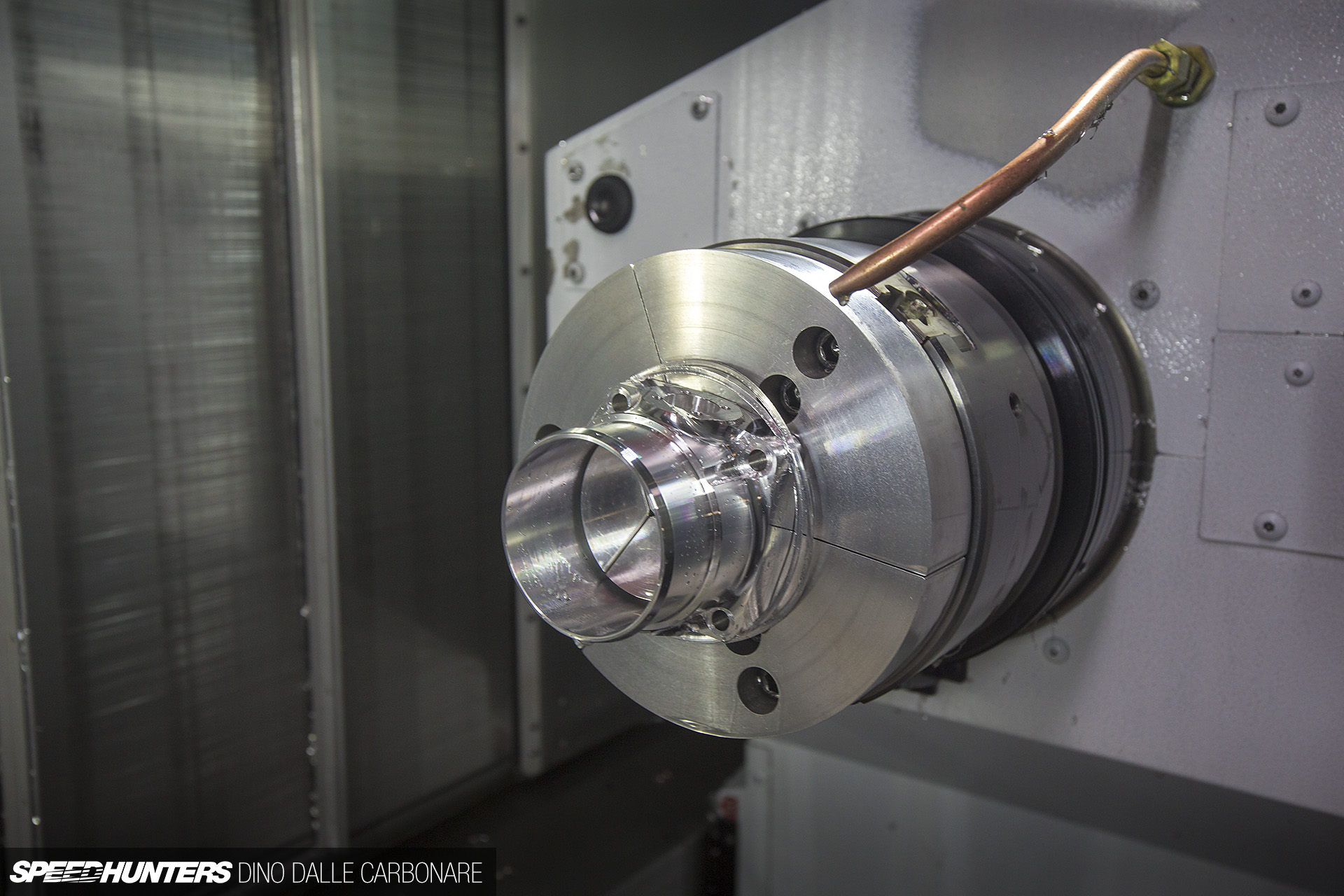
It’s grabbed by the opposite side, and the spindle can then get in there and complete the other end of the unit.

It looks like something like this as the water-based lubricant/coolant is sprayed onto the surface.

The before and after, a process that took all of five minutes to complete.
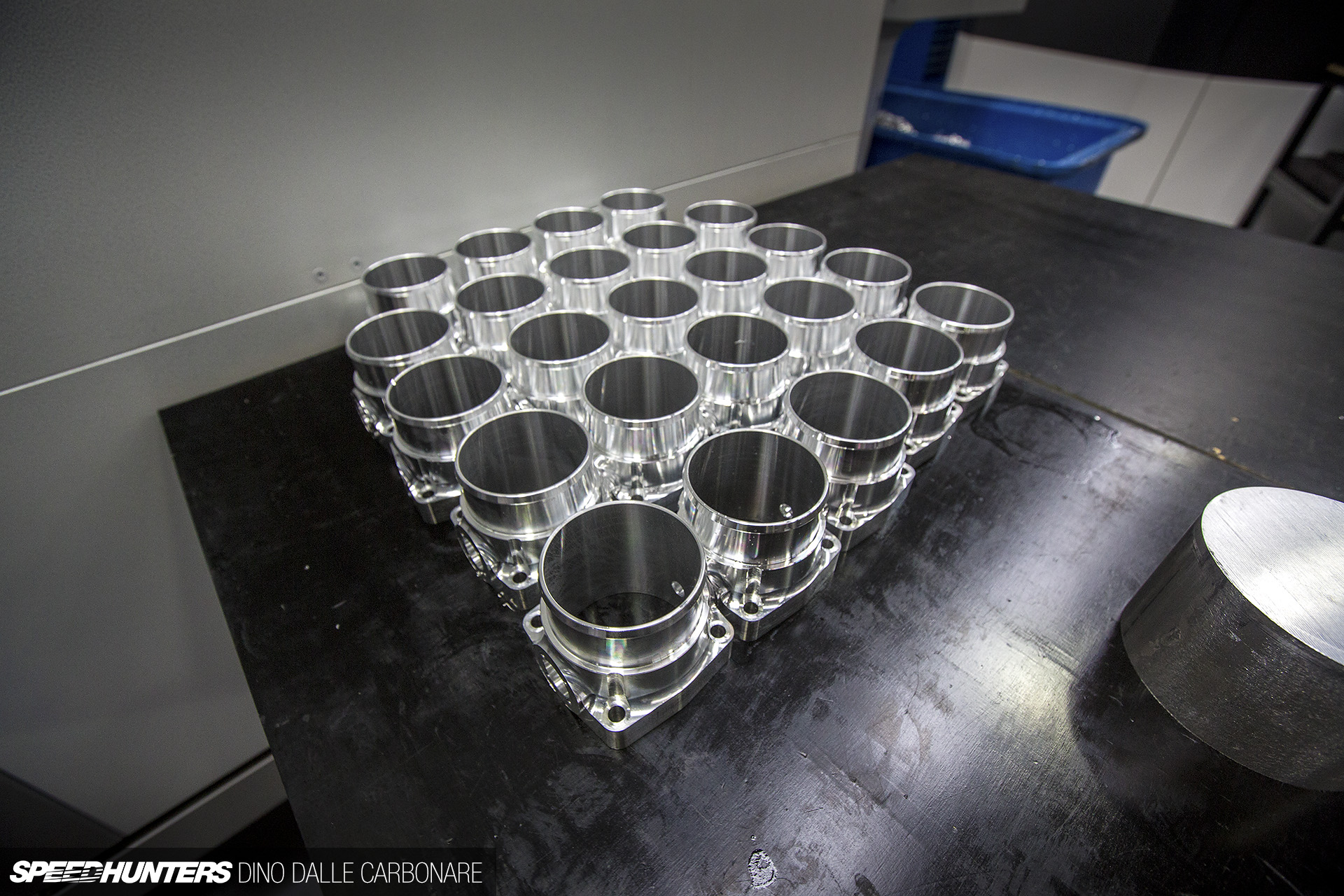
This is what the machine is able to produce in about an hour and a half.

Hypertune’s billet fuel rails are created in much the same way, and again you can specify any type of injector mount.
Unparalleled Quality

As soon as I came inside the shop, I noticed a very familiar car. I actually shot Beau Yates’ AE86 six years back, before it had that rather bad shunt, but now it’s looking better than ever. Beau was over at Hypertune to fabricate a custom seat mount for the driver’s bucket to allow Keiichi Tsuchiya to sit comfortably in the car and complete a few demo laps at the World Time Attack Challenge.

Can you spot all the Hypertune bits under the bonnet and around the 3S-GTE swap?

My visit to Hypertune came straight after one whole day spent at WTAC practise, and it seemed I wasn’t the only one that had made the drive from Sydney Motorsport Park. Car Shop Dream had brought over its FD3S Mazda RX-7 to get an aluminum cover for the fuel cell mounted in the passenger side of the cockpit. The car had failed tech inspection, so the team had to get this issue resolved, something Hypertune was able to do quite quickly after measuring, cutting some aluminum sheets and welding it all up.

Another service that Hypertune offers is roll-cage fabrication, and there was an S15 chassis right in the middle of some pretty serious bar work.

In a little corner of the workshop I spied a car under a cover and had to ask Mark what it was. It turns out this is his personal project, which Mark plans to dedicate some attention to when he has some spare time. By the way things are going at Hypertune, I don’t think he’s going to have much of that any time soon though!


You can look at Hypertune parts all day, but they only really make sense and become even more drool-worthy once fitted to the engine they’ve been designed for. Oh, and Hypertune’s low-profile 2JZ cam covers are to die for!

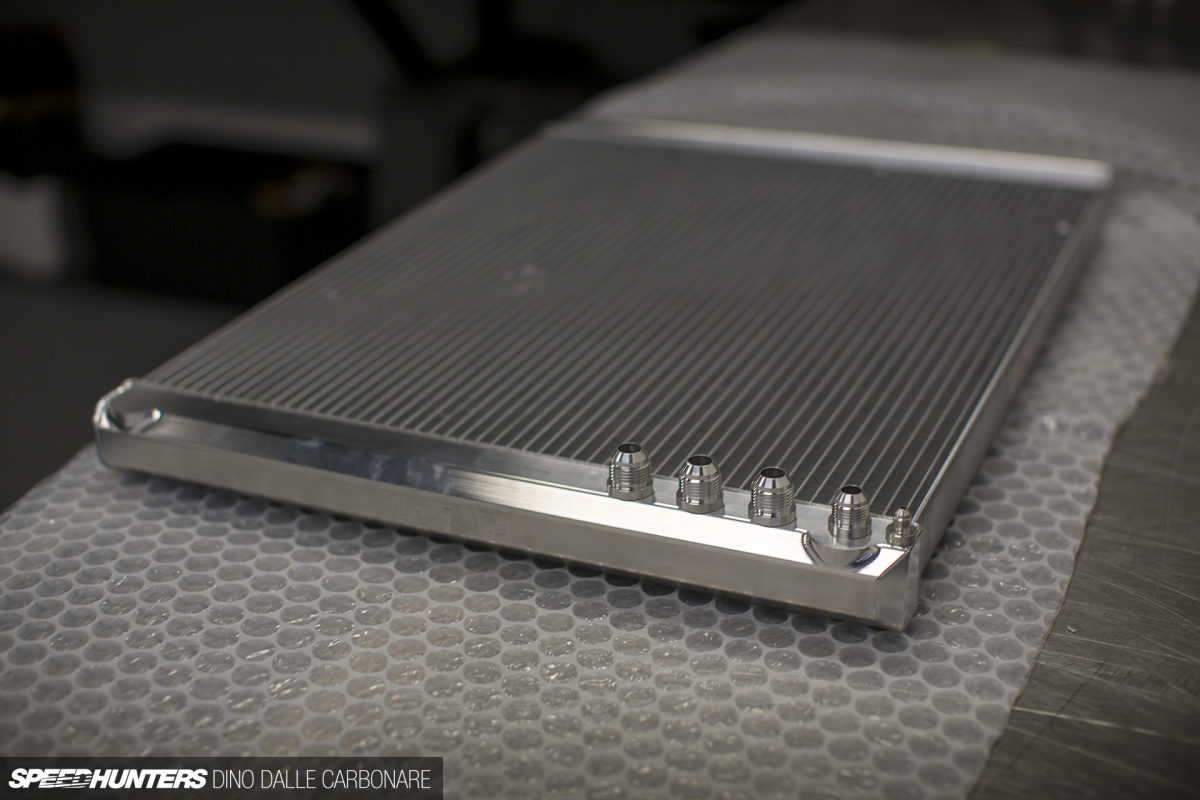
I was surprised to see that the guys prep custom radiators too. Hypertune is well known for the quality of its fabrication and especially welding, so it’s actually not surprising there are requests for different products.
Going back to Hypertune’s plenums for a moment, here you can see the aluminum halves staked up on the shelves in the fab room.
This video shows how the TIG welding penetrates along the seam. Mitch, the guy who’s welded every single Hypertune plenum, lays down perfect beads; they look like they’ve been done by a robot, not a human!

And this is what the finished piece looks like. Along with the center weld, there is also welding around the runner section that needs to be done.
Since we are back talking about runners, I thought I’d add this video showing the port roughing made to RB26 runners. Notice the mounts for a twin fuel rail setup.

It’s not just about the intake side of the engine, Hypertune has you covered on the exhaust side too.
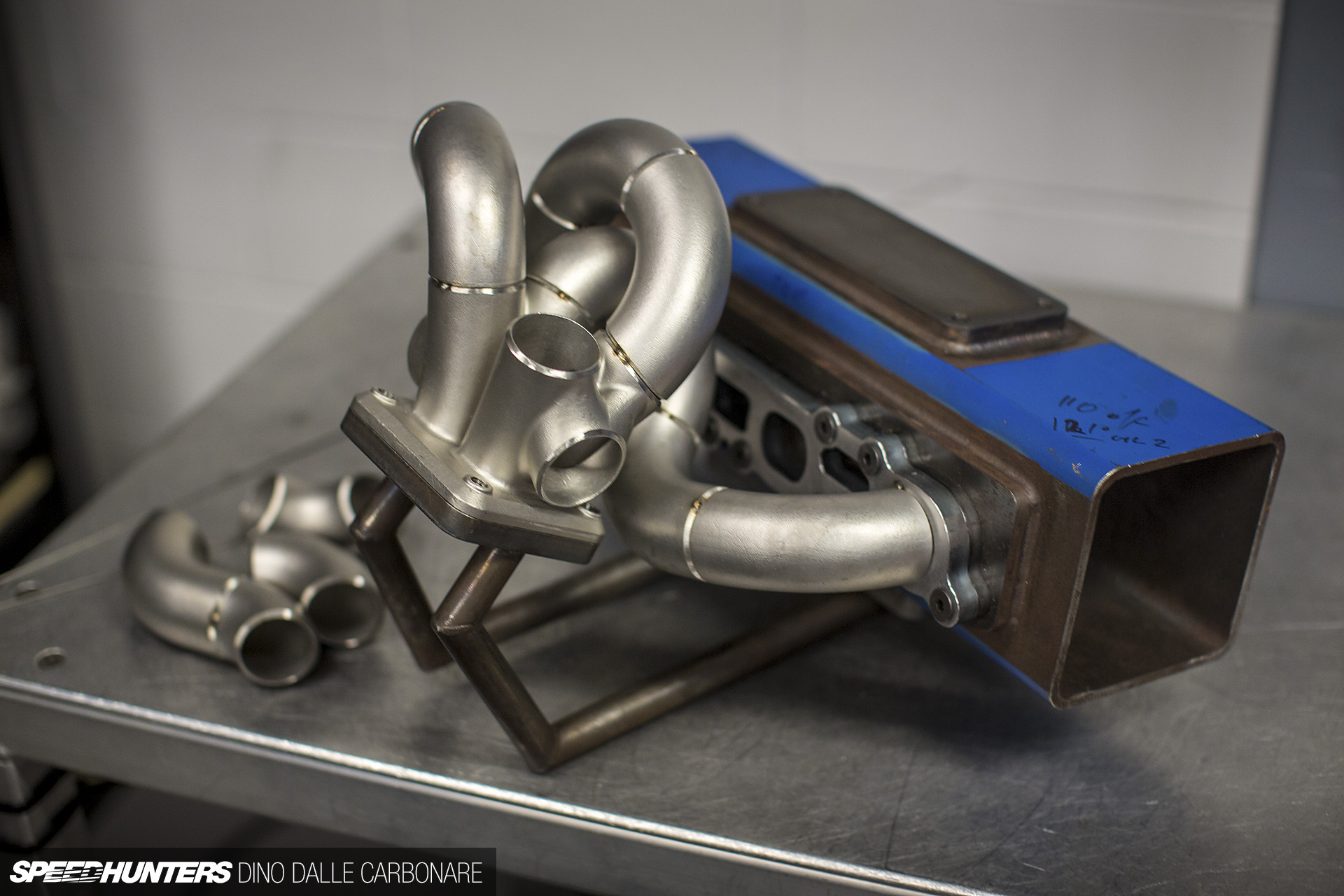
When I dropped by, the guys were working on putting together a 4-into-1 with single wastegate header for a Lancer Evo motor.

Here’s another one for a BorgWarner EFR twin-scroll application. I just love how everyone in Australia likes big power!
Mix & Match At The Candy Shop
After fabrication is complete, it’s on over to the presentation side of things. Here Hypertune offers a few powder-coat and anodizing options so people can color-coordinate their plenums, runners and fuel rails.


The office upstairs is the candy shop.



Here you get a few ideas of some of the off-the-shelf colors offered. The questions is, which combination would you pick?

People even request to have throttle pulleys anodized.

And on the subject of throttle bodies, here’s one being assembled prior to being shipped out.


It’s very cool to see that Hypertune also caters to those wanting to use Adel Wiggins clamps, those running higher than normal boost pressures, and those that just want the extra reliability. I’d personally love to see more tuners in Japan adopt these sort solutions, rather than the somewhat amateurish things you see them doing at times.

You’ve seen the low-profile 2JZ cam covers, now here are the RB26 ones.

It’s a cool solution for those that want to create a totally different look with their engine and setup, and that’s pretty much where Hypertune stands in the market. It offers the best for those that want it.
Dino Dalle Carbonare
Instagram: speedhunters_dino
dino@speedhunters.com
OFFICIAL SPEEDHUNTERS SUPPLIERS



You can earn $9833
in 1 month ............
http://tinyurl.com/youtube-have-jobs
If I had the money and the car, I would go to Hypertune first....
Thanks for including the videos Dino. Makes it easier to see those amazing CNC machines in action... and the very smart engineers & programmers that must be operating them.
next custom plenum creation please, i want to see how they make an excellent carbon intake manifold
That ITB'd K motor! <3
What was the car under the cover?
danllew91 Pretty sure is a NA1 NSX. I would love to have one now, too bad prices for them are through the roof these days.
Funny some of the things that stimulate us. For most people the things in those photos are a random assortment of widgets.
Is billet aluminum better than forged?
I ask because this site talks about it like it is the best thing ever.
rook56 There is a reason why most, if not all, high horsepower builds start with a billet engine block. I wonder why that is?
BonifasiusEdwin Ariel is a top-notch dude, happy to connect Dino for a story! =)
rook56 Its more a case of machined billet is a more practial low volume solution than forging, as the tooling costs to make parts by forging, far exceed cnc milling.
But different processes have there places for different applications. There is no one perfect solution.
rook56 Forged is better in terms of strength, but billet is quicker (and cheaper for small batched) and allows you more control over the shape and allows you to produce multiple low-volume variants for less money than forged.
So generally billet is better for things that aren't required to be super strong such as throttle bodies and fuel rails, whereas forged is preferred for stuff like con rods and pistons.
AprilexHK Wouldn't we all!
MattMeares Yeah it's mesmerizing seeing them in action. I can't even fathom the amount of engineering knowledge that must go into programming them and making them actually churn out that beautiful stuff
EmmaMacki danllew91 Sorry though it was obvious, NSX
Smiggins Totally!
Purdy! Intercoolers started my modification addiction. That and blow off valves... it's a slippery slope. Gateway drug.
Next down you're down in Sydney, hit up Barrel Bros.
I did:) 15 grand later
You can make $8668
in one month .............
http://tinyurl.com/youtube-have-jobs
I've made $75,000 so far this year working 0nline and I'm a full time student.check this link. ►►►►►► http://tiny.tw/3r6H
I'm amazed that anyone able to get paid $9846
in one month ..............
http://tinyurl.com/youtube-have-jobs
what Ralph answered I didnt know that
anybody can get paid $6830 in 1 month on the
computer
. i was reading this>http://www.fl-y.com/easy-mony
my Aunty Savannah just got Mercedes
GL-Class SUV just by working from a macbook. you
could
try here>>>>>>http://www.fl-y.com/easy-mony
I didn't know that someone able to make $9367
in one month ...........
http://www.fl-y.com/3ks7
Finally i made $117/hr....It's time to take some action and you can join it too.It is simple,dedicated and easy way to get richVisit This site,,,,,,⤵⤵⤵
⤵⤵⤵
http://tinyurl.com/za75lxa
what Ralph answered I didnt know that anybody can get paid $6830 in 1 month on the
computer . i was reading this...............>>>>>>>>>> http://tinyurl.com/heavycash1
rook56
A Billet is just a chunk of raw, processed metal. If you have a 10lb block of aluminum alloy, that is a "billet". Al is "forged" by drawing/extruding/pulling it through a die, aluminum cans are made this way, with a mandrel and a die.
Most likely, any "billet" of Al was forged in some way to get it to the desired shape (a big rectangle, bar, cylinder, rod, w/e) via extrusion through a mandrel before it was machined down to its final shape. This helps reduce/eliminate defects such as air bubbles that could be present if the item were cast into shape instead.
The automotive communities overuse of the word "billet" to describe basically anything aluminum is frustrating and can cause a lot of confusion. It's a buzz word now.
Just to clarify, you cannot "forge" aluminum like you would steel. The transition between solid to liquid is much quicker for Al than for steel. Steel can be softened across a broader range of temps before becoming liquid.
TLDR: Billet is a buzz word, don't pay extra or assume it's better than something else machined out of Al.
I'm taken by surprise that some one able to profit $9397
in four weeks ..............
http://www.fl-y.com/3ks7
online job without investment.so i have a great news, now every body can earn 105 dollar to 250 dollar per hour at your laptop.check this link. ►►►►►► ▒❥❥❥ http://tinyurl.com/za75lxa
instagram download https://www.instagramdownloadapk.com/
xender download for pc https://www.downloadxenderapp.com/xender-for-pc-free-download-windows-xp788-110/
rook56
Aluminum can be forged. Many aluminum lower control arms are almost fully forged with just minor machining for clean up/threading.
The difference between the process is best illustrated by looking at the part internally. Look at the link below to get an idea of the grain structure. That broken grain flow creates weak points in the part when it would be subject to bending forces.
http://www.cblade.it/photo/pages/grain-flow.jpg
DerpyToast
Mostly correct, but forging is different that extruding (pulling through a die, think L-channel or extruded flat bar). Mandrel drawn tubing is pulled in a similar fashion to extrusion but over a mandrel, as well, to create seamless tubing.
Forging is a process of crushing the metal into shape. You've heard the term "cold forged," I'd imagine. This process is simply smashing the billet into a desired shape without heating the metal. Forging changes the grain structure of the metal, causing the grains to "tangle," if you will, making the material stronger. Forged aluminum is not much harder to machine than a billet of the same alloy and heat treatment.
P.S. That Makino machine in the first video is a just a horizontal with pallet indexer (or 3 1/2 axis in industry). Not even a real 4-axis. We have two of them at work.
apecch:
The Makino is full simultaneous 4 axis.
great post admin thanks for sharing this.
http://www.xenderforpcappdownload.com/
nice post admin thanks.
http://www.xenderforpcappdownload.com/xender-for-pc-free-download-updated-windows-7-8-10-xp-mac/
NICE CNC MACHINE SHOP AND WELDING