

Here at Titan Motorsports we’ve spent the last 10 years building the fastest Toyota Supras and imports in the world using our bulletproof 2JZ engine combinations. Most know us strictly from racing, however our day to day operations are based around wholesale and retail performance parts mail order, as well as vehicle tuning performed at our Orlando headquarters. Late last year one of our great customers Ebrahim Kanoo contacted us about building him a new Supra race car that he could race in his home country of Bahrain.
Ebrahim has a huge collection of imports and European cars tuned to the max, as well as a few heavily modified Supras which we’ve helped supply parts for over the past few years. His current Supra (previously known at the “Hullk Supra”) has run as quick as 7.67 @ 182mph in the quarter mile. This time around, Ebrahim wanted to step up to the next level with a ¾ chassis purpose built car.
The task was simple, or at least in theory: Build the world’s fastest, most powerful Supra ever, while maintaining as factory as possible appearance. On top of being fast, the car was not to sacrifice appearance for speed or vice versa. We had our work cut out for us with this project, but we knew we could handle it, and began gather the best team possible, and highest quality parts to help build the wildest Supra ever.

Within a few days of discussing this project over the phone and coming up with an initial game plan, Ebrahim gave us the go ahead to build his dream Supra. With the extreme summers in the Middle East, we had a strict timeframe to adhere to and needed to locate a donor car here in the States, and quick. As we began our search for a chassis we quickly realized the perfect vehicle was right under our noses, a white 6spd MKIV Supra owned by our good friend Omar Sanchez which had once raced alongside our own race car in the early NHRA Sport Compact Drag Radial class. A deal was struck and the car arrived the following day to begin it’s transformation.

Once the car arrived we immediately began tearing everything out of the car to get the body ready to send to the stripper. Since every panel would be massaged or replaced with a lightweight version, we were just looking to use the a-pillars, firewall, frame rails, and rear quarter panels for the build.

As we tore further and further into the donor car the pile of parts around it began to pile up. You don’t realize how many individual components it takes to build a vehicle until you see them piled up next to it.

Once all of the major parts and body panels were removed from the car, we loaded the bare chassis on our trailer and took it 2 hours south to the only acid dipper we knew of in Florida. Acid dipping the chassis insures the paint, body filers, and any other rogue substance are removed from the car, taking it down to bare metal, and removing a bit of weight in the process. With a build like this, every ounce of weight removed helps contribute to lower ET’s, and when those ounces add up, they become pounds by the end of the build.

The car sat in a bath of natural acids for 4 days, removing a good amount of paint and sound deadening material. Unfortunately for us recent EPA changes now require a less abrasive stripper to be used which does not work quite as well on modern water based paint.

We made a pit stop on the way back from the stripper and had the car further media blasted to make sure any material was removed.

Here you can see the newly stripped firewall. Since this ¾ chassis will use a factory firewall, making sure this area is bare metal and as light as possible is key.

With the paint removed, any corrosive barrier for the metal was also removed. To help keep things from rusting during the build we gave the car a nice coating of WD-40.

Now comes the tedious but fun job of cutting out the inner structure of the car to make way for the back half of the chassis.

The front frame rail gets cut to make room for the front clip portion of the chassis. The rules require the factory strut towers and firewall remain in place, so we’ll work around this area.

The cutting continues until we’re left with a clean shell that can be fitted around the tubular chassis about to be built on our frame jig.

Most Supras came to the US as a targa top, however a lighter hard top version was also available for those not interested in keeping up with their tan. Since a targa is useless on a race car, we opted to cut the factory roof out and replace it with a new hard top roof from Toyota.

After a little more than a week the body is trimmed, ultra light, and ready to receive its new chassis.

In the past we’ve used pre-built chassis for our race cars, this car however would be a different animal. Luckily, we’ve brought a great fabrication team to our new facility, headed by Tim Takash.

Just as any house needs a strong foundation, the process of building a great drag car starts with having a square jig.

The floor of the car begins first. Every bar will be carefully bent, placed, and tacked down before the entire chassis is TIG welded together.
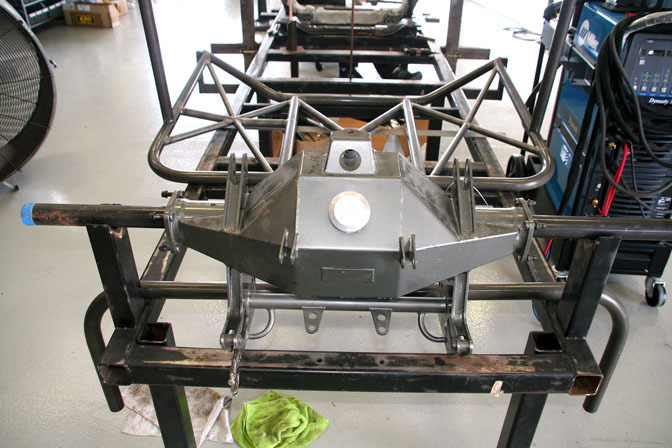
As the cage comes together, the rear end and front shocks are added to the jig, squared up, and ready to be integrated into the car.

Slowly but surely the tubes start to take form, and you can begin to see things looking more and more like a car.

The cut body is now fitted to the chassis to check clearances and make sure the cage is tight to the body. The process of placing and removing the body will continue many times as the chassis progresses.

In a typical drag car you’ll find a shell of a seat made in aluminum or carbon fiber, however when you’re trying to build the ultimate Supra drag car that’s a bit too plain. A RaceTech carbon Kevlar seat was ordered and fitted to the chassis, the same seat many professional road race teams trust to protect their drivers.

Tube by tube the chassis begins to take shape until it’s time to finally weld it all together.

With the roof structure complete the hard top roof skin is fitted to the car.

Here you can see the chassis gussets which help make the body and chassis one.

Once the fitting is complete, the chassis itself is tediously TIG welded together, with each weld being painstakingly checked and rechecked for the perfect weld penetration.

With the bulk of the chassis completed, we move on to the front half of the car.
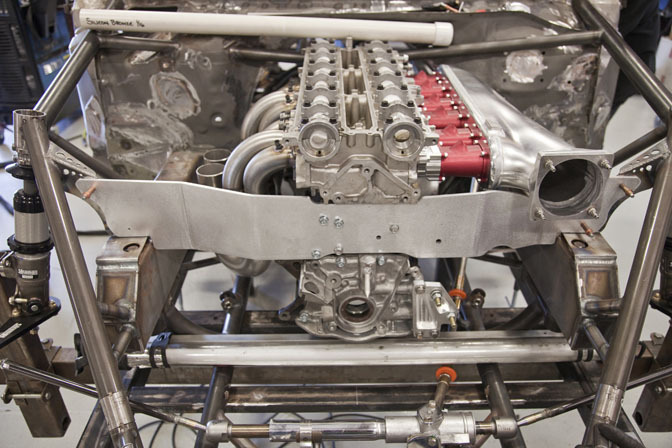
A dummy motor is fitted in place and a fresh “engine plate” is laser cut specifically for this vehicle and engine combination.

The rules state that the front cross member must be removable. Not wanting to use the heavy cast factory piece, we use these trick interlocking tube clamps on the front portions to allow them to be removed while providing structural rigidity when pressed together and lock bolted.

The steering rack is fitted, and the suspension arms fabricated, completing the front portion of the chassis.

The gas tank is located at the front most portion of the car for weight distribution, but weight is still weight, so we opted to build a custom Titanium tank holder, and lightweight aluminum gas tank fitted to the body.

If you’re going to spend the time building a custom tank, you might as well polish it to a mirror finish as well.
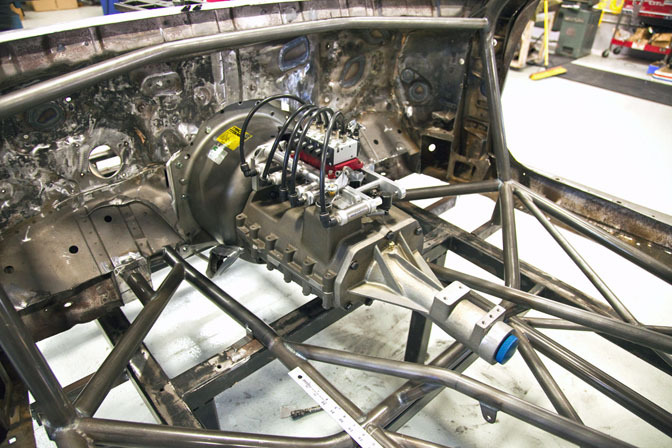
With the test engine in place, the transmission was also placed in for mockup. Custom mounts and slide plates had to be fabricated to help ensure easy removal for servicing.

Custom mounts were also fabricated to house the fire suppression bottle and C02 bottles securely.

A test driveshaft is also placed in the car to help determine the proper length and angle that will be needed for the carbon fiber one that will see use when the car hits the track. We’ll also use this piece to help mockup the driveshaft safety loop and containment system.

With the body and chassis now gusted together, the next step was to fabricate the metal floor and begin merging the body and chassis together. Cardboard cutouts were used to create initial templates, which were then later transferred to metal. The metal then has to be bead rolled and creased to increase the rigidity.
Another tedious job is linking the pedals to properly do their respective jobs. Custom clutch and throttle linkage is laser cut and fabricated into the beautiful parts you see here.
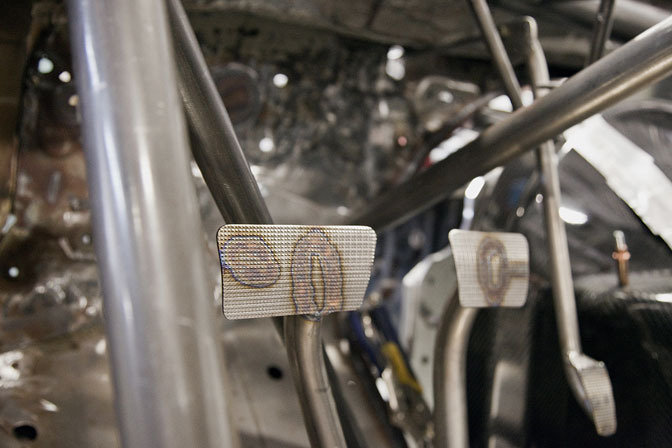
Titanium pedals were also produced for the car. These started as flat material that was laser cut, CNC’d, and then contoured to fit the footwell.

Custom mounts are made for the flush mounted front end.

This car is being equipped with a Motec dash.To help ensure that it was mounted directly square with the driver, we built a custom jig to hold it in place while the mount was fabricated around it.

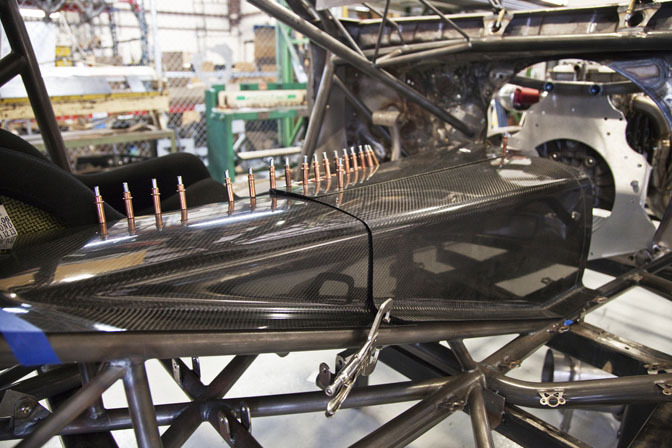
The hatch area had to be trimmed and Dzus Clips added around it to help secure the rear carbon fiber hatch while providing quick removal.

Here we have a few shots showing the overall chassis and body once merged together. There is still quite a bit of tin work, bracketry, and detail work to be completed at this point, but it’s beginning to look like a race car.

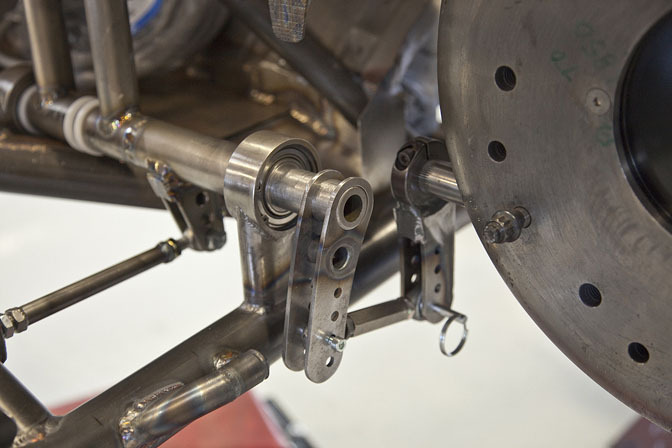
A very important part of getting a chassis car to go quick is the 4 link setup. This car uses the latest mounts, enabling a ton of small adjustments to be made.
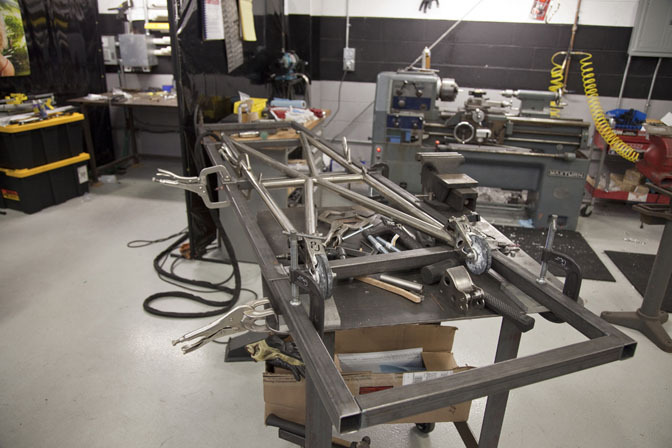
A jig was also built for the wheelie bars to ensure that they are just as squared up as the car. This is a very important step to make sure the car goes straight down the track. We’ll be building 2 sets of bars for this car, the main set out of Titanium for reduced weight, and a spare set made out of chromoly.
This is the finished set of Titanium bars off the car. The top portions of the bar are built with adjusters to help allow the crew chief to set the load prior to the car reaching the line.
The completed wheelie bar done and mounted on the car.

With the inner structure removed, the outer shell becomes a bit flimsy until the wheel tubs are fitted and permanently bonded to the car. To help stiffen things up, the inner portion of the fender was clearanced and a tubular brace fabricated around the outer edge.
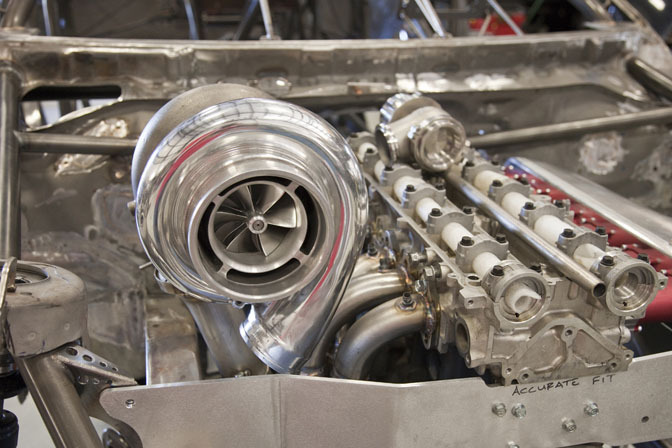
A Titan spec’d turbo was fitted to the custom exhaust manifold using a lightweight v-band housing. We also chose to mirror polish the front housing, and coated the rear housing.

A closer look at the massive v-band exhaust housing being used to extract the most out of the 2JZ engine.
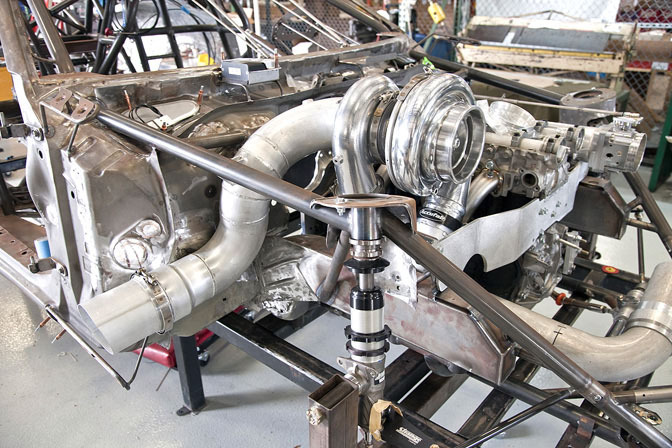
The downpipe is then fitted, exiting out of the side fender. The custom spec’d materials where used for this massive piping to keep the weight down without sacrificing exhaust flow.

We added extra bracing from the turbo to the chassis to help take some of the weight of the gigantic Precision turbo off the exhaust manifold.

We opted for a Seibon factory style hatch which we then fitted with a lightweight Lexan window, and had it custom molded to match the factory contours of the Supra window.

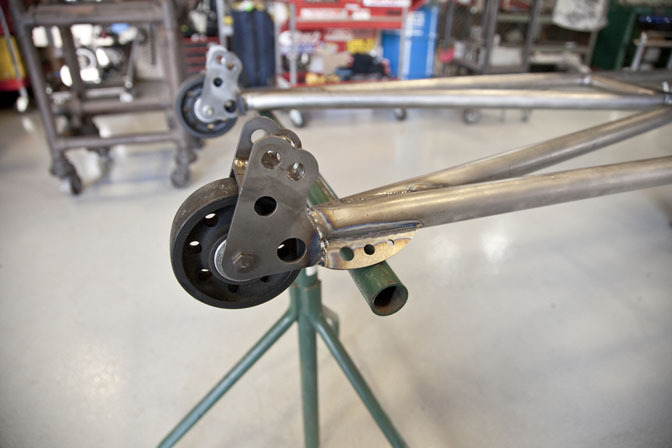
Next up is the parachute mount. Due to the speed of the car, we used a dual air loaded parachute setup. A quick jig is built to help locate the chute to the chassis and ensure everything remains square.
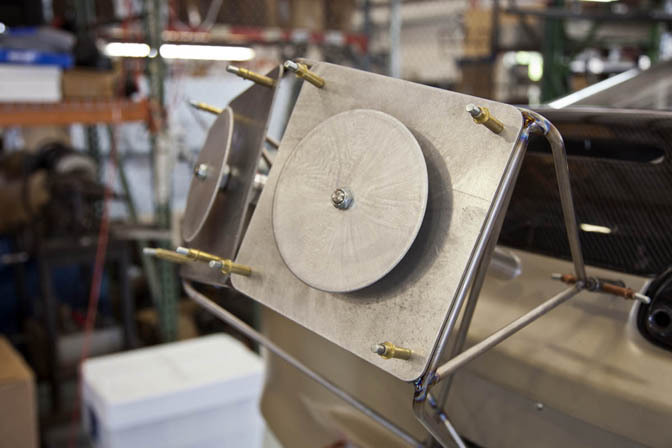
The jig was also necessary because we would be fabricating the chute mount out of titanium, with each bar being bent, fitted and welded out of titanium tubing. Again every ounce counts when you’re looking to remove weight and lower ETs.

With so much lightweight material being used in this build, it’s only natural that all of the interior body panels would be made in carbon fiber. Here you can see the first stages of the wheel tubs being fitted into the rear of the car.
A custom transmission cover needed to be created specifically for this car as well as a result of the larger RaceTech seat. These covers will be removed nearly every run allowing the crew chief to quickly service the clutch between rounds.

With the first part of the fabrication portion complete, the car is then removed from the jigs and ready for disassembly so that the chassis can be powder coated and the body painted.

With the car off the jig we couldn’t help but bolt up a test set of Weld Beadlocks fitted with 10.5 Mickey Thompson slicks to get a feel for how the rear of this car will look. Even with the car raised off the ground you can see how monstrous the rear tire will look sucked into the tubbed rear fenders. This is what stance truly is all about!
To be continued.
-Titan Motorsports
OFFICIAL SPEEDHUNTERS SUPPLIERS



Epic, can't wait for the next part!!
WOW
Wow! impressive build, hope to see the next part soon, it looks amazing
fuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuuu
Real-life NFS ProStreet FTW
Epic!
wow.... cant wait to see this thing finished.
Top-Notch work fellas! as one can only expect from Titan!
Im from Miami but ive seen u guys several times while in Orlando!
Question:
You guys have won many championships and broken many records in drag racing, defenitely Import racing legends, however,
Would you guys ever get involved in the WTAC (World Time Attack) with a Supra built specifically for breaking records on the road course?
Cheers
excellent.
Arab oil money at work!
Man this is awesome! I interned at Titan Motorsports in 04 as a HS Senior and it was one hell of an experience. I would to have been involved in something like this monster. Great blog entry, can't wait to see the final product..
wow... Can't wait to see the times this monster will be pulling! And the owners from Bahrain!! I hope they have a track that can handle a car like this!
Build reminds me of the 8 sec Skyline Croydon Racing Deveopments in Australia built for an Indian buyer. Croydon Racing are the guys responsible for GTR-700 (The purple Skyline on gold BBS jumping off the AWD Dyno in the Exvitermini videos)
A SUPER NEAT BUILD. I LIKE TO WATCH THINGS PROGRESS, CANT WAIT TO SEE MORE.
Awesome read wens part 2 ?
wens part 2 ? 
because tearing apart a perfectly good car when there is a sea of rear ended or side-swiped totalled supras.
the work is amazing, but i never understood the concept of paying so much just to scrap 3/4 of the car.
either way, good luck on your journey.
Awesome, This is the stuff I love to see.
Awesome! Can't wait to see the rest of the build!
holy crap!!! that interior looks like a maze!!! wonder how long to took?!
You've gotta love TITAN
Keeping the MKIV's alive one by one.
so sick, more please!
TITAN MOTORSPORTS #1 BABY!!
Amazing engineering at work there.

Any reason why the fuel tank is at the very front of the car, and in say the passenger seat as low to the ground as possible. Is it a regualtion reason, i don't know drag rules
insane!
love me some supra, only problem is that I want one so bad and you guys just chopped up a perfectly good example
Amazing build out.
CANDY!
Amazing quality.
I was sad to see a Supra being cut into pieces ... but later being happy to see it's end up quite an epic job !
Car looks badass guys!! I didnt have time to read the entire article will this be a new XTF car?
This is for a customer overseas, it wont be raced in ADRL XTF.
Awesome built, cant wait more...
Its actually not oil money... Not directly anyway. Its the only toyota/lexus importer in all of Bahrain money.
first thing they need to do is throw out those 4link brackets, even pros say they are over complicated, go with a VPRC or Bickel one.
Thanks for the kind word guys, it's great to have a customer as passionate about the project as we are, makes for a much easier build and lets things that have only existed in our imagination become reality to test. We'll be rebuilding our own Copper MKIV Supra towards years end incorporating some of the things we've learned from this build while remaining an IRS car still, should be a lot of fun!
As far as World Time Attack, it's not something that's been considered yet. However we are avid road course drivers and spend many weekends away driving our own cars on the track (as we did this past weekend). Building a Road Course or Time Attack car isn't much different than a drag car in terms of fabrication, it just requires a different train of though in terms of weight balance, suspension and how you prepare for the way the car will be used differently to achieve a different goal. I'm sure we'll have a dedicated road course car in our future but I expect it will start with a European make (right now we have our Porsche Camo 996tt that will likely evolve into a full race / time attack car). We have built a customers car for time trials and drivers days and have had a ton of doing it, always looking forward to new and exciting projects regardless of the make model / use of the car.
This car was an already tired and built many time chassis. The previous owner was in the process of parting it out and it had no engine in it when it arrived. With a car like this having a straight chassis is very important, which is why we started with a straight parts chassis.
The car will be run overseas in Bahrain in their 10.5 class, their season starts in Early October so unfortunately it doesn't look like we will have time to test it in ADRL competition here. Interestingly enough the owner is a successful business owner in Bahrain with an impressive collection to show his passionate for fast tuned imports.
So far the entire build has about 9 months into it, this includes making the many 1 off parts required for the build, and spares which I will go over and outline in detail in the next post.
I too have to say EPIC! After being in this industry for 20+ years, I'd say this is one of the better posts I've seen on Speedhunters and just about anywhere else. Keep up the great work
Sexxxy!
Oh ok, are you guys building a new XTF car? I remember seeing one of the Scions for sale over on YB but it looked different from the car GW drives now.
The 4 Link brackets work great, when getting the most out of 10.5s it's nice to have the added adjustments. The car has already run a 1.01 60' on it's 3rd test hit, so things are working as planned so far.
why call it a supra.....it's a tube frame one off special with a supra skin on it. out and out dedicated race car.
Tim Takash is a freakin artist! Nice work gentlemen.
This is unbelievable!
Good luck with the project guys!
What happened to the factory strut towers? I thought they were required? Great build! Beautiful work.
For anybody who just landed on this amazing island of Ibiza the first right thing to
enjoy is our special relaxing massage. Just
in a short while, or tomorrow, because planning ahead will help you choosing
and getting the best lady available.<a
href="http://www.eroticmassageibiza.com/">Tantra massage</a>,
<a href="http://www.eroticmassageibiza.com/">erotic massage
ibiza</a>, <a
href="http://www.eroticmassageibiza.com/">hotel massage
Ibiza</a>, <a
href="http://www.eroticmassageibiza.com/">Ibiza erotic
massage</a>, <a
href="http://www.eroticmassageibiza.com/">erotic massage</a>,<a
href="http://www.eroticmassageibiza.com/"> erotic massage ibiza </a>,
<a href="http://www.eroticmassageibiza.com/">massage in
hotel</a>
For anybody who just landed on this amazing island of Ibiza the first right thing to
enjoy is our special relaxing massage. Just
in a short while, or tomorrow, because planning ahead will help you choosing
and getting the best lady available.<a
href="http://www.eroticmassageibiza.com/">Tantra massage</a>,
<a href="http://www.eroticmassageibiza.com/">erotic massage
ibiza</a>, <a
href="http://www.eroticmassageibiza.com/">hotel massage
Ibiza</a>, <a
href="http://www.eroticmassageibiza.com/">Ibiza erotic
massage</a>, <a
href="http://www.eroticmassageibiza.com/">erotic massage</a>,<a
href="http://www.eroticmassageibiza.com/"> erotic massage ibiza </a>,
<a href="http://www.eroticmassageibiza.com/">massage in
hotel</a>
For anybody who just landed on this amazing island of Ibiza the first right thing to
enjoy is our special relaxing massage. Just
in a short while, or tomorrow, because planning ahead will help you choosing
and getting the best lady available.<a
href="http://www.eroticmassageibiza.com/">Tantra massage</a>,
<a href="http://www.eroticmassageibiza.com/">erotic massage
ibiza</a>, <a
href="http://www.eroticmassageibiza.com/">hotel massage
Ibiza</a>, <a
href="http://www.eroticmassageibiza.com/">Ibiza erotic
massage</a>, <a
href="http://www.eroticmassageibiza.com/">erotic massage</a>,<a
href="http://www.eroticmassageibiza.com/"> erotic massage ibiza </a>,
<a href="http://www.eroticmassageibiza.com/">massage in
hotel</a>
thak for sharing
visit my site:
http://vimaxkapsuloriginal.com/
http://vimaxkapsuloriginal.com/vimax-kapsul-canada-original-pembesar-penis/
http://vimaxkapsuloriginal.com/testimoni-vimax-original-pembesar-penis/
http://vimaxkapsuloriginal.com/harga-promo-vimax-pembesar-penis/
http://vimaxkapsuloriginal.com/viagra-usa-obat-kuat-sex-pria-tahan-lama/
http://vimaxkapsuloriginal.com/tensung-krim-pemutih-wajah-cepat-herbal-alami/
http://vimaxkapsuloriginal.com/semenax-obat-herbal-penyubur-sperma/
http://vimaxkapsuloriginal.com/obat-herbal-pelangsing-badan-meizitang-soft-gel/
http://vimaxkapsuloriginal.com/alat-bantu-sex-pria-vagina-pinggul-bulu-getar/
http://vimaxkapsuloriginal.com/penis-tempel-getar-alat-bantu-sex-wanita/
http://vimaxkapsuloriginal.com/penumbuh-rambut-cepat-alami-hair-tonicum-serum/
http://vimaxkapsuloriginal.com/vakum-krim-pembesar-payudara-cepat-alami/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-cair-potenzol-germany/
http://vimaxkapsuloriginal.com/pemutih-badan-alami-seketika-whitening/
http://vimaxkapsuloriginal.com/krim-pemutih-ketiak-dan-selangkangan-hitam-cepat/
http://vimaxkapsuloriginal.com/pemutih-gigi-clean-natural-cepat-herbal-alami/
http://vimaxkapsuloriginal.com/penghilang-bekas-luka-cepat-alami/
http://vimaxkapsuloriginal.com/penghilang-jerawat-herbal-cepat-yofume-acne/
http://vimaxkapsuloriginal.com/gel-pemerah-bibir-puting-cepat-alami/
http://vimaxkapsuloriginal.com/peninggi-badan-cepat-grow-up-super-usa/
http://vimaxkapsuloriginal.com/obat-terapi-penyakit-mata-herbal-alami/
http://vimaxkapsuloriginal.com/penggemuk-badan-cepat-alami-kianpi-pil/
http://vimaxkapsuloriginal.com/selaput-dara-buatan-cara-perawan-lagi/
http://vimaxkapsuloriginal.com/obat-herbal-perapat-vagina-kesat-perawan/
http://vimaxkapsuloriginal.com/celana-hernia-magnetik-terapi-penyakit-hernia-alami/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-cair-cepat-libido/
http://vimaxkapsuloriginal.com/obat-meningkatkan-gairah-sex-wanita-perangsang/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-serbuk-china-cepat-horny/
http://vimaxkapsuloriginal.com/obat-terapi-penyakit-hernia-cepat-alamil-herbal/
http://vimaxkapsuloriginal.com/obat-penghilang-selulit-alami-stretch-mark/
http://vimaxkapsuloriginal.com/obat-pembesar-payudara-herbal-alami-kapsul/
http://vimaxkapsuloriginal.com/pembesar-pantat-cepat-alami-cream/
http://vimaxkapsuloriginal.com/obat-gairah-sex-wanita-cepat-naik-cair/
http://vimaxkapsuloriginal.com/vagina-perawan-pantat-nungging-sex-toys-pria/
http://rahasia-pria.com/cobra-oil-minyak-pembesar-pemanjang-penis/
http://rahasia-pria.com/obat-kapsul-herbal-pembesar-payudara-cepat-alami/
http://rahasia-pria.com/ring-cincin-duri-silikon-sex-toys-pria/
http://rahasia-pria.com/kondom-badak-mutiara-duri-silikon-lembut/
thak for sharing
visit my site:
http://vimaxkapsuloriginal.com/
http://vimaxkapsuloriginal.com/vimax-kapsul-canada-original-pembesar-penis/
http://vimaxkapsuloriginal.com/testimoni-vimax-original-pembesar-penis/
http://vimaxkapsuloriginal.com/harga-promo-vimax-pembesar-penis/
http://vimaxkapsuloriginal.com/viagra-usa-obat-kuat-sex-pria-tahan-lama/
http://vimaxkapsuloriginal.com/tensung-krim-pemutih-wajah-cepat-herbal-alami/
http://vimaxkapsuloriginal.com/semenax-obat-herbal-penyubur-sperma/
http://vimaxkapsuloriginal.com/obat-herbal-pelangsing-badan-meizitang-soft-gel/
http://vimaxkapsuloriginal.com/alat-bantu-sex-pria-vagina-pinggul-bulu-getar/
http://vimaxkapsuloriginal.com/penis-tempel-getar-alat-bantu-sex-wanita/
http://vimaxkapsuloriginal.com/penumbuh-rambut-cepat-alami-hair-tonicum-serum/
http://vimaxkapsuloriginal.com/vakum-krim-pembesar-payudara-cepat-alami/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-cair-potenzol-germany/
http://vimaxkapsuloriginal.com/pemutih-badan-alami-seketika-whitening/
http://vimaxkapsuloriginal.com/krim-pemutih-ketiak-dan-selangkangan-hitam-cepat/
http://vimaxkapsuloriginal.com/pemutih-gigi-clean-natural-cepat-herbal-alami/
http://vimaxkapsuloriginal.com/penghilang-bekas-luka-cepat-alami/
http://vimaxkapsuloriginal.com/penghilang-jerawat-herbal-cepat-yofume-acne/
http://vimaxkapsuloriginal.com/gel-pemerah-bibir-puting-cepat-alami/
http://vimaxkapsuloriginal.com/peninggi-badan-cepat-grow-up-super-usa/
http://vimaxkapsuloriginal.com/obat-terapi-penyakit-mata-herbal-alami/
http://vimaxkapsuloriginal.com/penggemuk-badan-cepat-alami-kianpi-pil/
http://vimaxkapsuloriginal.com/selaput-dara-buatan-cara-perawan-lagi/
http://vimaxkapsuloriginal.com/obat-herbal-perapat-vagina-kesat-perawan/
http://vimaxkapsuloriginal.com/celana-hernia-magnetik-terapi-penyakit-hernia-alami/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-cair-cepat-libido/
http://vimaxkapsuloriginal.com/obat-meningkatkan-gairah-sex-wanita-perangsang/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-serbuk-china-cepat-horny/
http://vimaxkapsuloriginal.com/obat-terapi-penyakit-hernia-cepat-alamil-herbal/
http://vimaxkapsuloriginal.com/obat-penghilang-selulit-alami-stretch-mark/
http://vimaxkapsuloriginal.com/obat-pembesar-payudara-herbal-alami-kapsul/
http://vimaxkapsuloriginal.com/pembesar-pantat-cepat-alami-cream/
http://vimaxkapsuloriginal.com/obat-gairah-sex-wanita-cepat-naik-cair/
http://vimaxkapsuloriginal.com/vagina-perawan-pantat-nungging-sex-toys-pria/
http://rahasia-pria.com/cobra-oil-minyak-pembesar-pemanjang-penis/
http://rahasia-pria.com/obat-kapsul-herbal-pembesar-payudara-cepat-alami/
http://rahasia-pria.com/ring-cincin-duri-silikon-sex-toys-pria/
http://rahasia-pria.com/kondom-badak-mutiara-duri-silikon-lembut/
thak for sharing
visit my site:
http://vimaxkapsuloriginal.com/
http://vimaxkapsuloriginal.com/vimax-kapsul-canada-original-pembesar-penis/
http://vimaxkapsuloriginal.com/testimoni-vimax-original-pembesar-penis/
http://vimaxkapsuloriginal.com/harga-promo-vimax-pembesar-penis/
http://vimaxkapsuloriginal.com/viagra-usa-obat-kuat-sex-pria-tahan-lama/
http://vimaxkapsuloriginal.com/tensung-krim-pemutih-wajah-cepat-herbal-alami/
http://vimaxkapsuloriginal.com/semenax-obat-herbal-penyubur-sperma/
http://vimaxkapsuloriginal.com/obat-herbal-pelangsing-badan-meizitang-soft-gel/
http://vimaxkapsuloriginal.com/alat-bantu-sex-pria-vagina-pinggul-bulu-getar/
http://vimaxkapsuloriginal.com/penis-tempel-getar-alat-bantu-sex-wanita/
http://vimaxkapsuloriginal.com/penumbuh-rambut-cepat-alami-hair-tonicum-serum/
http://vimaxkapsuloriginal.com/vakum-krim-pembesar-payudara-cepat-alami/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-cair-potenzol-germany/
http://vimaxkapsuloriginal.com/pemutih-badan-alami-seketika-whitening/
http://vimaxkapsuloriginal.com/krim-pemutih-ketiak-dan-selangkangan-hitam-cepat/
http://vimaxkapsuloriginal.com/pemutih-gigi-clean-natural-cepat-herbal-alami/
http://vimaxkapsuloriginal.com/penghilang-bekas-luka-cepat-alami/
http://vimaxkapsuloriginal.com/penghilang-jerawat-herbal-cepat-yofume-acne/
http://vimaxkapsuloriginal.com/gel-pemerah-bibir-puting-cepat-alami/
http://vimaxkapsuloriginal.com/peninggi-badan-cepat-grow-up-super-usa/
http://vimaxkapsuloriginal.com/obat-terapi-penyakit-mata-herbal-alami/
http://vimaxkapsuloriginal.com/penggemuk-badan-cepat-alami-kianpi-pil/
http://vimaxkapsuloriginal.com/selaput-dara-buatan-cara-perawan-lagi/
http://vimaxkapsuloriginal.com/obat-herbal-perapat-vagina-kesat-perawan/
http://vimaxkapsuloriginal.com/celana-hernia-magnetik-terapi-penyakit-hernia-alami/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-cair-cepat-libido/
http://vimaxkapsuloriginal.com/obat-meningkatkan-gairah-sex-wanita-perangsang/
http://vimaxkapsuloriginal.com/obat-perangsang-wanita-serbuk-china-cepat-horny/
http://vimaxkapsuloriginal.com/obat-terapi-penyakit-hernia-cepat-alamil-herbal/
http://vimaxkapsuloriginal.com/obat-penghilang-selulit-alami-stretch-mark/
http://vimaxkapsuloriginal.com/obat-pembesar-payudara-herbal-alami-kapsul/
http://vimaxkapsuloriginal.com/pembesar-pantat-cepat-alami-cream/
http://vimaxkapsuloriginal.com/obat-gairah-sex-wanita-cepat-naik-cair/
http://vimaxkapsuloriginal.com/vagina-perawan-pantat-nungging-sex-toys-pria/
http://rahasia-pria.com/cobra-oil-minyak-pembesar-pemanjang-penis/
http://rahasia-pria.com/obat-kapsul-herbal-pembesar-payudara-cepat-alami/
http://rahasia-pria.com/ring-cincin-duri-silikon-sex-toys-pria/
http://rahasia-pria.com/kondom-badak-mutiara-duri-silikon-lembut/
I must appreciate your post which is helping us in such a great manner.
http://aimsely.com/